Robots in art & architecture change the way creatives can develop their designs. We offer a broad range of Robotic application techniques depending on the unique project. Concerning fabrication, we focus on fused deposition modeling (FDM), wire arc additive manufacturing (WAAM) and CnC-Milling. However, we also use our Robots for the automated Assembly of complex Elements or in our production pipeline. Furthermore, our robotic cells are used in research projects with universities and industry partners.
ROBOTICS FDM & WAAM
Robots in art & architecture change the way creatives can develop their designs. We offer a broad range of Robotic application techniques depending on the unique project. Concerning fabrication, we focus on fused deposition modeling (FDM), wire arc additive manufacturing (WAAM) and CnC-Milling. However, we also use our Robots for the automated Assembly of complex Elements or in our production pipeline. Furthermore, our robotic cells are used in research projects with universities and industry partners.
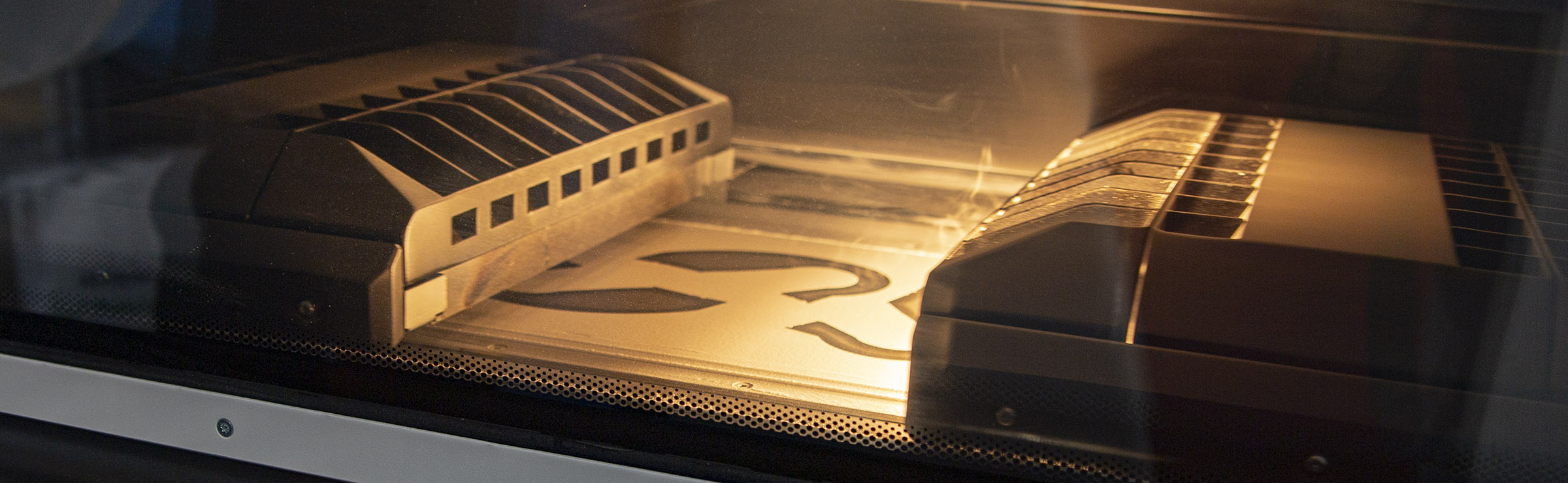
ROBOTIC FDM
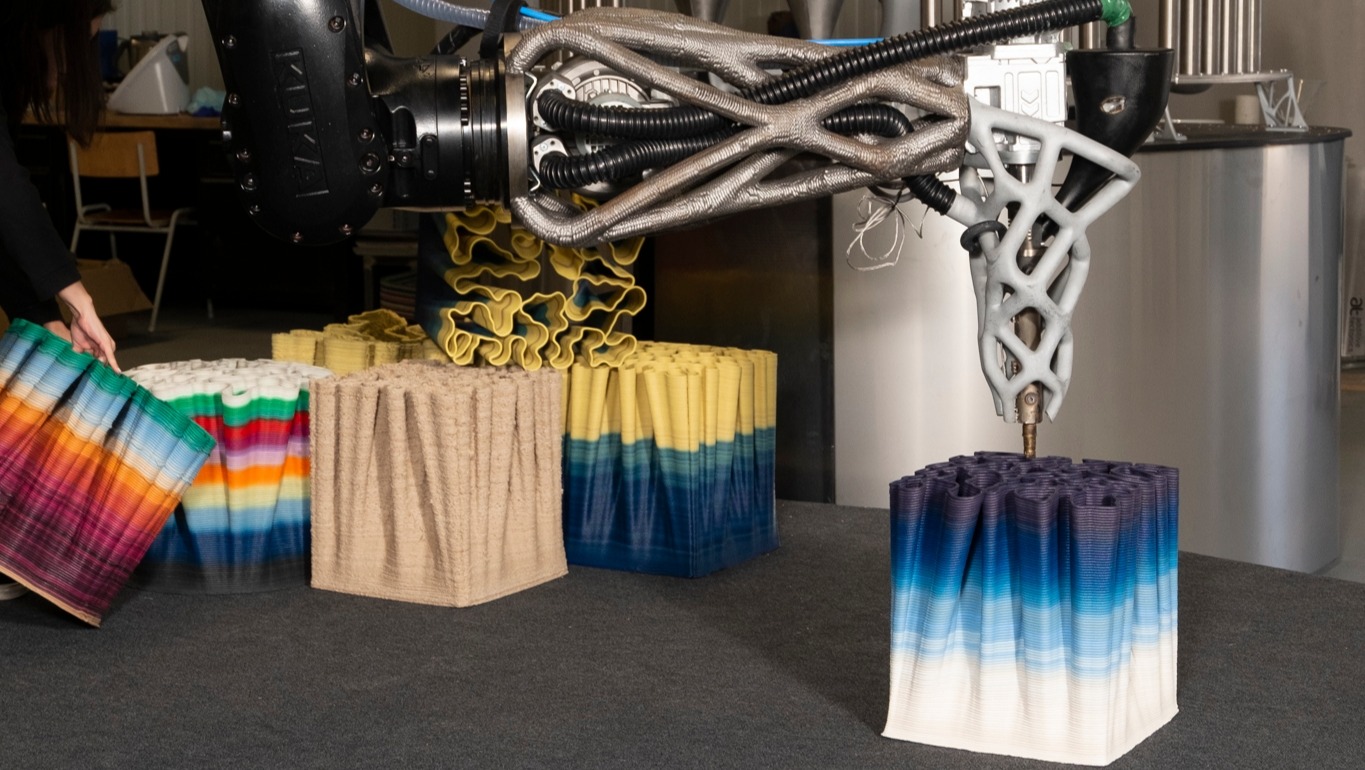
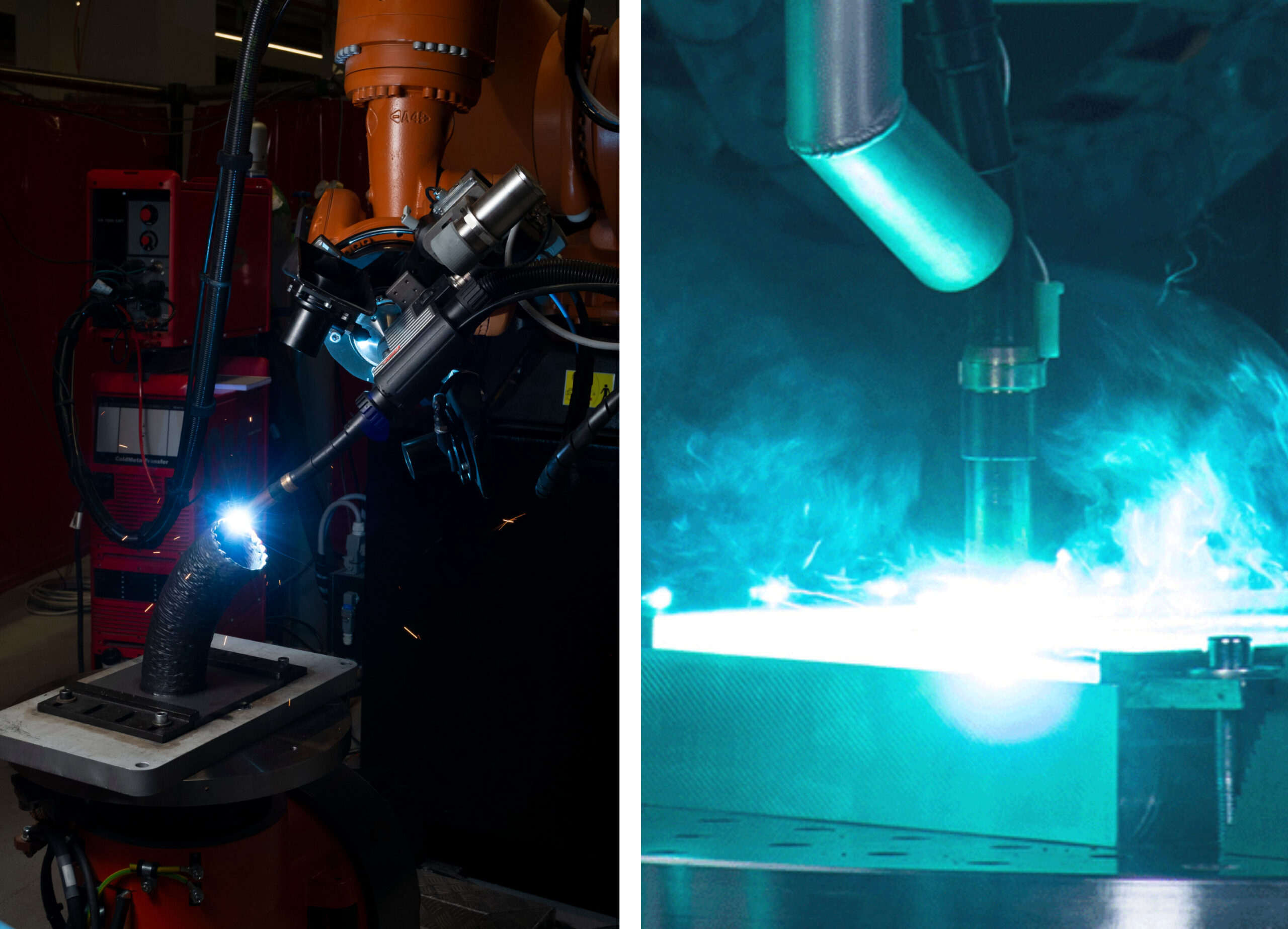
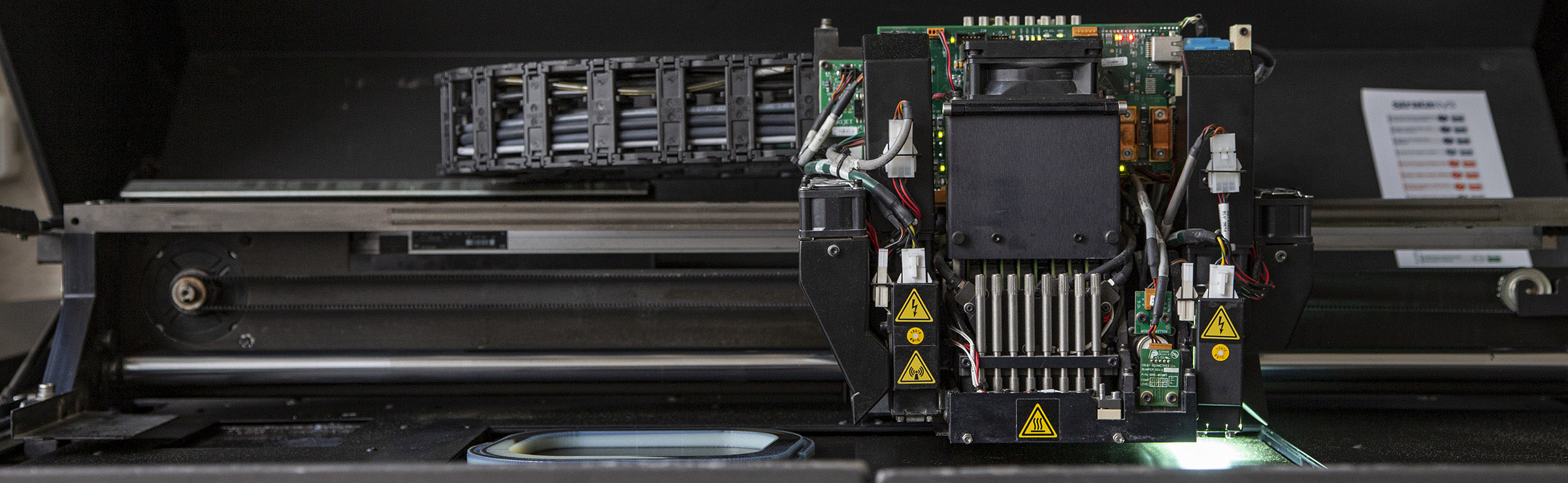
Robotic FDM works according to the principle of classic FDM (Fused Deposition Modeling), with the difference that the extruder is attached to a swiveling robot arm. Due to the robot arm‘s action radius of e.g. 3 m, significantly larger objects become feasible. The 6- or 8-axis industrial robots enable precise and individual material placement at the highest level of complexity.
ROBOTIC FDM
Robotic FDM works according to the principle of classic FDM (Fused Deposition Modeling), with the difference that the extruder is attached to a swiveling robot arm. Due to the robot arm‘s action radius of e.g. 3 m, significantly larger objects become feasible. The 6- or 8-axis industrial robots enable precise and individual material placement at the highest level of complexity.

Robotic FDM Material
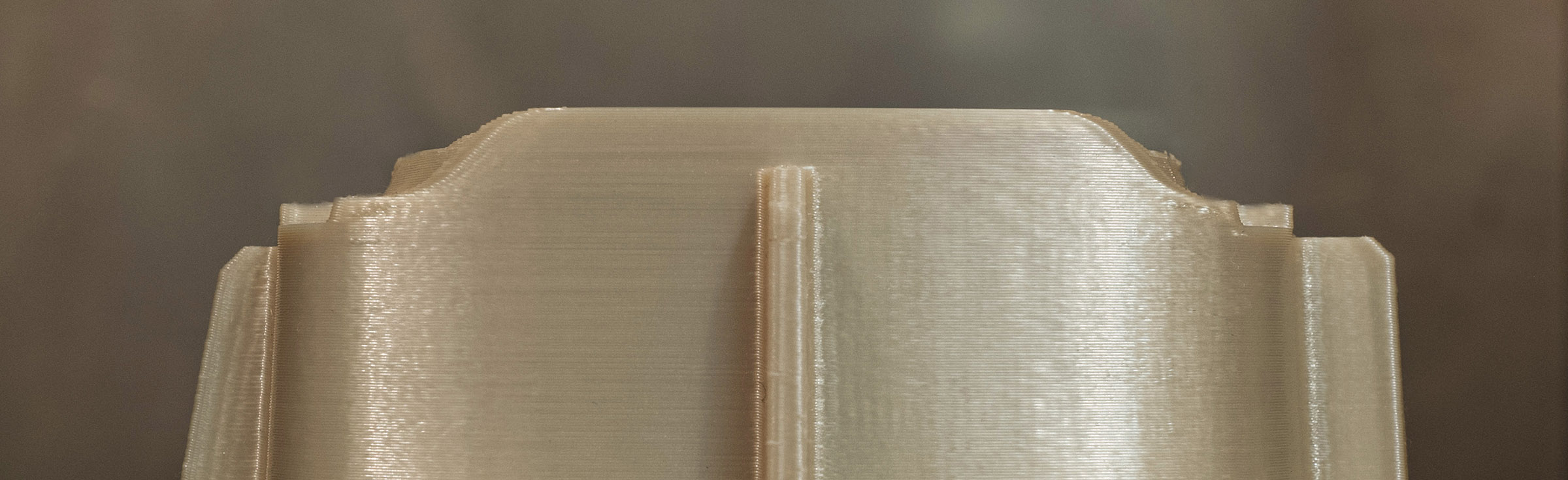
For Robotic FDM, we use a wide range of polymer granulates; with our open software workflow and a customizable and project-specific material management system, we can print materials ranging from carbon-reinforced polymers to synthetic wood. Even smooth material transitions, e.g. from glass fiber-reinforced ABS to polycarbonate, can be implemented.
Robotic FDM is ideal for e.g.:
- Large objects or object skins
- Custom-made objects
- Research projects with university and industry partners
- Artworks and large room sculptures
Robotic FDM Material
For Robotic FDM, we use a wide range of polymer granulates; with our open software workflow and a customizable and project-specific material management system, we can print materials ranging from carbon-reinforced polymers to synthetic wood. Even smooth material transitions, e.g. from glass fiber-reinforced ABS to polycarbonate, can be implemented.
Robotic FDM is ideal for e.g.:
- Large objects or object skins
- Custom-made objects
- Research projects with university and industry partners
- Artworks and large room sculptures
ROBOTIC WAAM
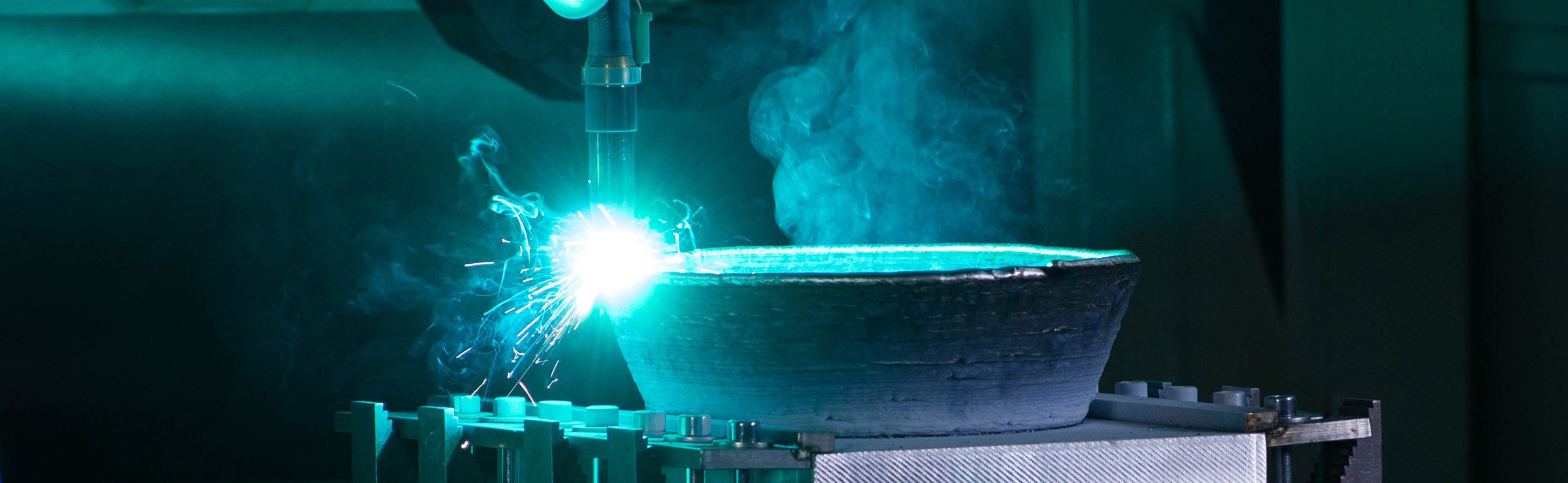
Robotic Wire Arc Additive Manufacturing (WAAM) is a wire-based technology that welds metal in layers using a wire arc to build the component additively. The technology has high deposition rates resulting in high build-up rates (600 cm³/h) as well as short production times. It is impressive due to its broad material selection and low material costs. Material build-up in the machine is carried out on up to 8 axis, which allows complex structures or cavities. A particular advantage is the almost 100% utilization of the material. The component is produced as a near-net-shape blank, which can be finished by CNC milling either entirely or partially on the required functional surfaces. WAAM is ideal for e.g.:
- Nodes for truss systems
- Complex metal reinforcement
- Shell Streuctures
- Artworks
ROBOTIC WAAM
Robotic Wire Arc Additive Manufacturing (WAAM) is a wire-based technology that welds metal in layers using a wire arc to build the component additively. The technology has high deposition rates resulting in high build-up rates (600 cm³/h) as well as short production times. It is impressive due to its broad material selection and low material costs. Material build-up in the machine is carried out on up to 8 axis, which allows complex structures or cavities. A particular advantage is the almost 100% utilization of the material. The component is produced as a near-net-shape blank, which can be finished by CNC milling either entirely or partially on the required functional surfaces. WAAM is ideal for e.g.:
- Nodes for truss systems
- Complex metal reinforcement
- Shell Streuctures
- Artworks

ROBOTIC SPECIALISTS
The production of individual objects or one-offs requires a high level of technical expertise concerning process development since a separate manufacturing process with specific process parameters (material, adjustment of temperatures and build-up rates, etc.) must be implemented for each project. The basis for this is usually the programming of unique algorithms for controlling the robots. We specialize in developing and applying these algorithms, even combining them with other novel technologies to find better ways of realizing unique ideas.
ROBOTIC SPECIALISTS
The production of individual objects or one-offs requires a high level of technical expertise concerning process development since a separate manufacturing process with specific process parameters (material, adjustment of temperatures and build-up rates, etc.) must be implemented for each project. The basis for this is usually the programming of unique algorithms for controlling the robots. We specialize in developing and applying these algorithms, even combining them with other novel technologies to find better ways of realizing unique ideas.
Concept & Development
Concept & Development
Material Testing and Development
Sometimes there is no ready-made solution for materials in art architecture or construction. Therefore, development or certification is often needed when it comes to innovative ideas, applications, or process combinations.
Our development engineers, with many years of know-how and state-of-the-art equipment, are the proper support team.
Cost and Risk Evaluation
In the design phase, it is sometimes tough to grasp the risks of a project, especially when innovative ideas are applied.
Our experts are guides through the jungle of novel possibilities. They can quickly evaluate design versions for cost and risk and help to transform a great idea into a manageable project.
Fabrication Consultancy
Our experts explore various technological, material, and construction options to meet the requirements of a project or product. With input from our craftspeople during the design process, we can problem-solve foreseeable fabrication issues that might occur before we start with the production.
Process Development
The world changes, so we have to stay flexible. Therefore, we offer alternative fabrication processes tailored towards project requirements to manufacture faster, cheaper, or maybe just different.
The same goes for customized software solutions to venture into novel design methods.
Ingredients List & Carbon Audit
We collaborate with our clients to calculate a project’s carbon emission by creating its ingredients list. This allows our client an inside view of the production. A life cycle analysis can also include the ‘end of use’ – repair, reuse, recycle, or take back.
Installation Methology
Our project team can assist, manage, organize and explore the best possible methods for the installation of projects. Until a certain size, our team undertakes all aspects of the installation, including handling and packing, transportation, and assembly.
Digital Design
Digital Design
3D Scanning
An optical 3D scan is used to perform an exact shape and dimension analysis of an element without contact. In preparation, the surface is coated with a special spray, and adhesive dots are applied to the object to ensure sufficient measuring points are available even for reflective surfaces and undercut objects. The result is complete measurement data without holes or faulty points. We then convert the point cloud into a 3D Mesh.
Digital Detailing
Although we sometimes still need physical construction drawings for the construction site, detail documentation now includes fabrication information, such as nesting layouts and G-code files that are sent to our machines and robots. In addition, our 3D models now allow us to generate details dynamically. Architectural details can also be generated by algorithms and can be presented to the construction team through a set of animations that show e.g. assembly.
Individual Process Chain
Some Projects do not fit into an existing process. Which often means the process itself has to adapt. With our robotic cells and mechanical engineering team, we can adjust a process for particular conditions or needs and test it until it runs smoothly. Imagine this like a bespoke fabrication chain for a unique idea.
Digital Modelling & Renders
Some Projects do not fit into an existing process. Which often means the process itself has to adapt. With our robotic cells and mechanical engineering team, we can adjust a process for particular conditions or needs and test it until it runs smoothly. Imagine this like a bespoke fabrication chain for a unique idea.
Parametric Design
Additive design is the key to a world of innovative geometries for the future of architecture. We provide the necessary computational know-how to parameterize a design’s inherent logic and generate multiple versions or adjust it automatically to site- or project-specific circumstances.
Advanced Robotics
We invest heavily in the bleeding edge of new technologies and processes for making and manufacturing. Our six state-of-the-art robotic arms, virtual and augmented reality vision systems can be utilized to unlock the great potential that lies in the combination of the digital and analog world.
Fabrication-oriented Design
We are masters in design-thinking with a Bottom-Up approach. For example, what material-fabrication-assembly combination would suit a project best? How can we solve a detail holistically, so we save time and money later? By having design and fabrication specialists under one roof, we aim to help designers realize their idea efficiently.
Architectural Design
With a small team of in-house architects, we can provide fabrication-specific design ideas and articulate their architectural expression. Especially with emerging technologies, a novel architectural language develops over time, and we speak additive already quite fluently.
Fabrication Simulation
There is an old saying: “measure twice, cut once.” Regarding digital fabrication, we changed it to: “Simulate before you fabricate.”
With our novel digital toolset, there are many ways to experience fabrication and assembly beforehand, which leads to early error detection and a better grasp on risks, time and cost.
Fabrication
Fabrication
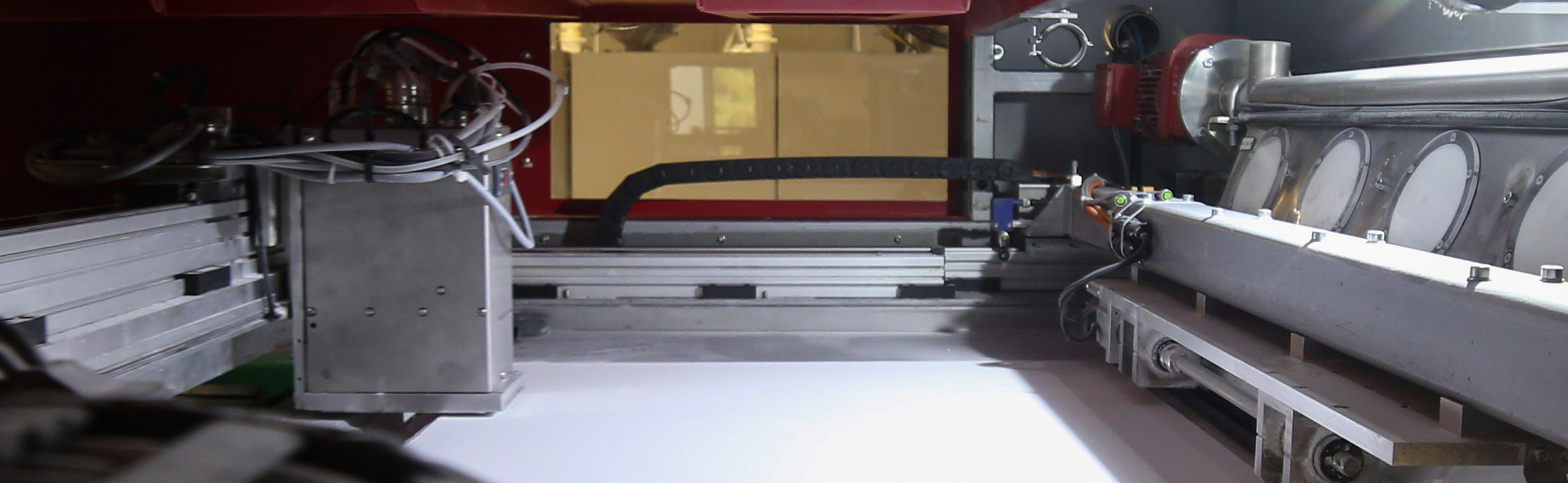
Selective Cement Activation(SCA)
Selective Cement Activation, SCA for short, is a novel technology for the additive manufacturing of building components. It bridges the gap between additive (serial) production and construction in a radically new way and opens up the possibility scale 3D Printing in size and speed, while enabling the usage of sustainable material alternatives.

Robotic FDM
Robotic FDM works according to the principle of classic FDM (Fused Deposition Modeling), with the difference that the extruder is attached to a swiveling robot arm. Due to the robot arm’s action radius of 3m, significantly larger objects become feasible. The 6- or 8-axis industrial robots enable precise and individual material placement at the highest level of complexity.

Robotic WAAM
Robotic Wire Arc Additive Manufacturing (WAAM) is a technology that welds metal in layers using a wire arc to build up the component additively. The technology has high deposition rates resulting in fast buildup rates (600 cm³/h) as well as short production times and is impressive due to its broad material selection and low material costs.

Electron Beam Melting (PBF-EB/M)
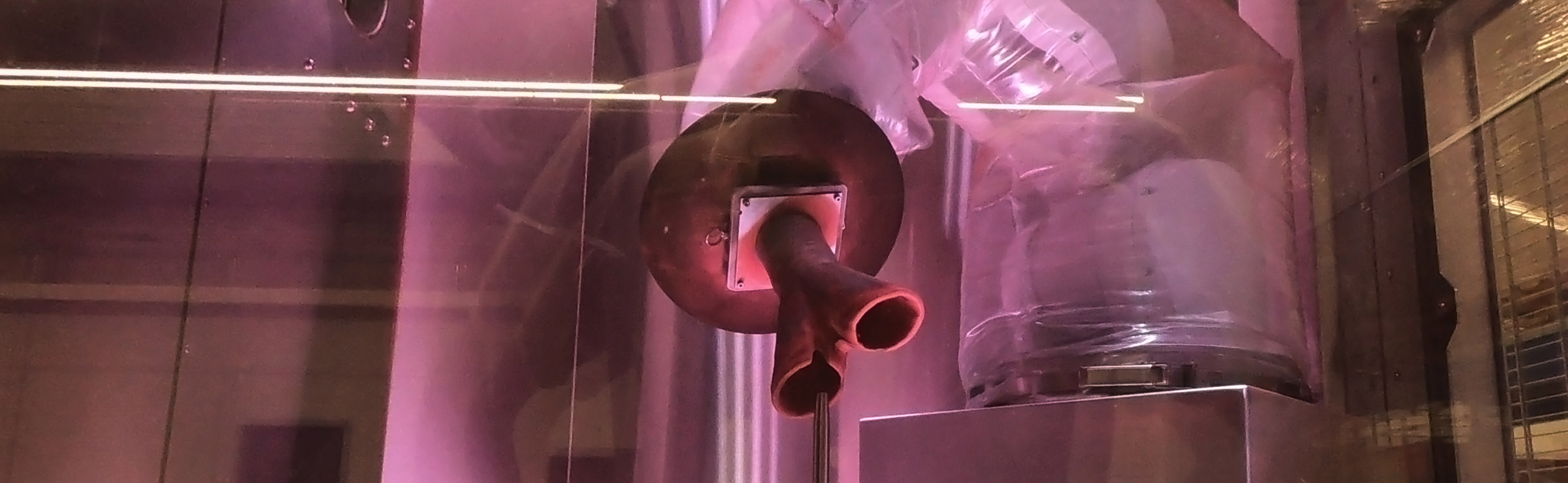
In electron beam melting (EBM or PBF-EB/M), titanium powder is melted layer by layer at defined coordinates, similar to laser melting (PBF-LB/M), but by means of an electron beam in a high vacuum and thus joined to form a component. A cathode heated to 2,500 °C emits electrons for this purpose, which are directed by electromagnetic fields and strike the metal powder at half the speed of light.
Wire Arc Additive Manufacturing (WAAM)
Robotic Wire Arc Additive Manufacturing (WAAM) is a wire-based technology that welds metal in layers using a wire arc to build up the component additively. The technology has high deposition rates resulting in high buildup rates (600 cm³/h) as well as short production times and is impressive due to its broad material selection and low material costs.
Supersonic 3D Deposition (SP3D)
In Supersonic 3D Deposition (SP3D), the layer buildup is based on the principle of cold spray, i.e. metal powder is accelerated through a rocket nozzle to three times the speed of sound, which makes the individual particles bond with each other by deformation due to the high kinetic energy, thus forming the component. The component is created as a near-net-shape blank, which is then finished by CNC milling either completely or only on the required functional surfaces.
Laser Melting (PBF-LB/M)
In laser melting (LM or PBF-LB/M), metal powder is deposited layer by layer onto a build platform, with each layer heated to the melting point at specified coordinates by laser beams. By fusing the powder within a layer and across multiple layers, the component is built up in three dimensions. Unlike electron beam melting (EBM or PBF-EB/M), the build space is not preheated, resulting in a high temperature difference between the processed and the already cooled layers.
Selective Laser Sintering (PBF-LB/P)
In selective laser sintering (SLS resp. PBF-LB/P), as in all laser powder bed fusion technologies, plastic powder is deposited over the entire surface of a build platform. A CO2 laser heats the plastic particles at predefined coordinates almost to their melting point, causing them to bond together. Once a layer has been produced, the build platform is lowered, a new layer of powder is applied and the component is thus produced in three dimensions.

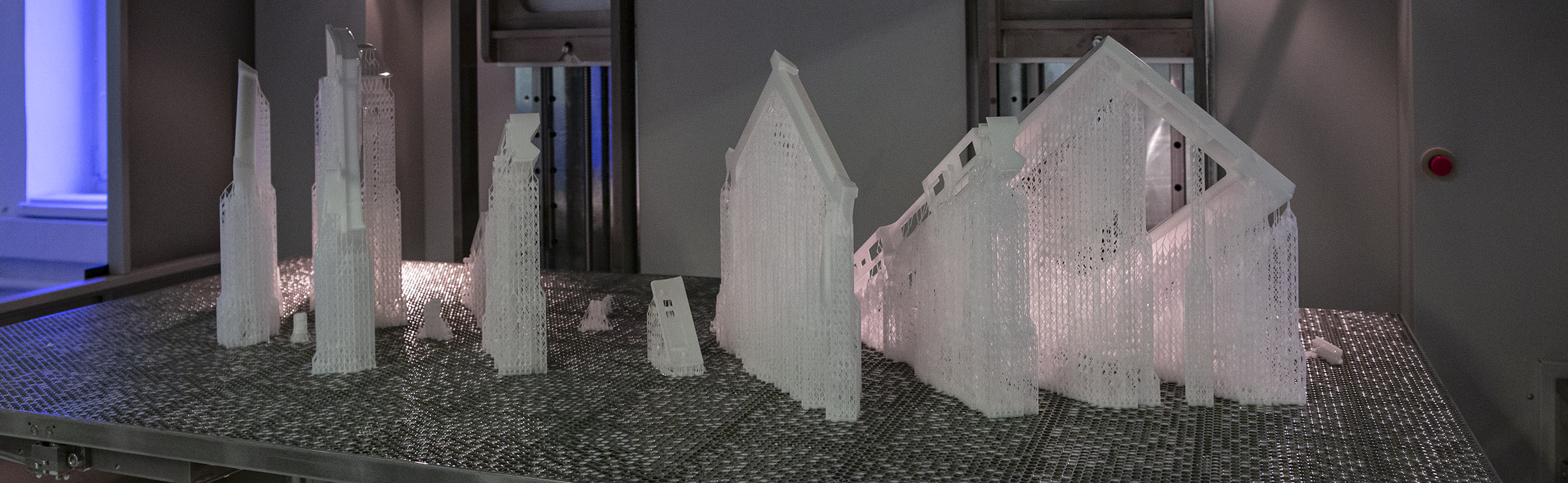
Stereolithography (SLA)
In stereolithography (SLA), the first and longest-used 3D printing process, a duroplastic synthetic or epoxy resin (photopolymer) is cured by an ultraviolet laser beam guided along the component contours via movable mirrors. Once the layer is completely cured, the build space is lowered, a new layer is applied and the entire component is thus built up in three dimensions. Support structures are required to fix the components in the liquid build space, and these are removed manually afterwards.
Digital Light Processing (DLP)
Digital Light Processing (DLP) uses a liquid photopolymer that is cured by UV light projection. Unlike stereolithography (SLA), the light does not penetrate the material from above but from below through the transparent bottom of the build plate (top-bottom process). The component is thus exposed to light layer by layer and pressed upwards out of the build space.

Selective Paste Intrusion
Selective paste intrusion (SPI) bonds thin layers of aggregate by cement paste locally. SPI can achieve better compressive strength, durability, and unpacking behavior compared to other selective binding methods and is suitable for producing concrete structures. This additive manufacturing method has little to no restrictions concerning freedom of form and works with traditional cement pastes or novel sustainable cement alternatives.
Binder Jetting
In binder jetting, also known as Drop on Powder (DOP) technology, a liquid binder is sprayed from a print head, similar to an inkjet printer, along the component contours onto a thin layer of plastic powder and causes the individual plastic particles to stick together. The build area is then lowered, a new layer of powder is applied and the entire component is built up three-dimensionally in several layers.
PolyJet
In the PolyJet process, also known as Fine Layer Technique (FLT), a liquid photopolymer is sprayed from an inkjet print head along the component contours onto the build platform and immediately cured using UV light. The build platform is then lowered and the next layer of the component is applied. Depending on the geometry of the component, PolyJet requires support structures to attach the component to the build platform and support overhangs.
Fused Deposition Modeling (FDM)
FDM may not be the first but the best-known 3D printing technology. It was developed in the late 1980s and has evolved to be a very mature and stable technology. The technology is similar to that of a hot glue gun. A wire-shaped, thermoplastic filament is heated to the melting point in an extruder and deposited in liquid form onto a build platform along the contours of the component.
Gel Dispensing Printing (GDP)
In Gel Dispensing Printing (GDP), a highly viscous gel (white photopolymer acrylate) is applied layer by layer from an extruder under computer control and immediately cured using UV light. The build area is then lowered and the next layer of the component is applied. With GDP, almost all geometries can be built as hollow bodies and without support structures, which has a positive effect on manufacturing costs and times.
Ceramic Printing
In ceramic printing, which is based on the principle of binder jetting, a liquid binder is sprayed from a print head, similar to an inkjet printer, in layers along the component contours onto a ceramic powder, causing the individual particles to stick together. The material used is Amcelain, a special ceramic powder developed for this technology. After manufacturing, the green compacts are fired for the first time.

Vacuum Casting
The basis for vacuum casting is the production of a master pattern, which is manufactured in 3D printing using stereolithography (SLA). The master pattern is fixed in a frame after the mold separation, sprue and risers have been determined. The frame is then poured with a 2K silicone. After the silicone has cured, the silicone mold is cut open with a scalpel along the defined mold parting line and the master pattern is removed.

CNC Milling
CNC milling is a metal-cutting manufacturing process for the production of components with a geometrically precisely defined shape, with CNC standing for “Computerized Numerical Control”. Based on a CAD model, a tool that resembles a twist drill but has a different cutting geometry is guided against the workpiece by computer to remove chips from the component. In contrast to additive technologies, in which material is applied, milling is a subtractive technology.

Welding & Assembly
Depending on the project definition, single components (either manufactured by additive tectonics, purchased, or provided by the customer) are mounted to accomplish the entire assembly. This can be done by a catalog of options available in additive tectonics‘s model building department, e.g. by screwing, gluing, or welding of metal or plastic parts.

Painting
In order to achieve the desired result by painting, various preparatory steps are necessary, e.g. to eliminate a corrugated structure or other surface defects. Before paint or clear-coat is applied, the component is initially cleaned of loose material residues by blasting, followed by priming and/or filling as well as sanding. This process can be repeated, if necessary, until the required surface quality is achieved. After completion of the preparatory steps, the component can be painted. Textured, matte, gloss, or high-gloss paint can be mixed in almost all RAL and Pantone colors, to be applied in one or more color layers.

Model Making
To ensure that a project or product makes the most convincing impression right from the start, absolutely realistic concept and design models are essential. Therefore, precision, attention to detail, and perfect surfaces are necessary. We manufacture prototypes and transform them with craft and state-of-the-art technology into works of art.